Thanks, I’ve been doing both but still apparently have a moisture problem.
Inside a filament dryer, humidity is usually around 18%.
If you put a Hydrometer with Silica Beads, it tends to be 10% in a vacuum sealed bag.
Ok, I’m about ready to bite the bullet and purchase a filament dryer.
Does anyone have experience with the Sovol SH01?
The SH02 is also a contender but a bit more expensive.
I have one.
Except when I bought it, I have never used it.
I keep my filaments in vacuum sealed bags with desiccants in a normal cabinet.
I have never had a problem with filament humidity.
I don’t know anything really about the Sovol Dryers. Watch some YouTube videos & look for any mods on Printables.
I think there is a issue with those front clips.
As an example, I have a 9:45 hours print going. I wasn’t sure the filament I had would be enough, so I opened a brand new spool & put it in the dryer (set for 10 hours).
It went in at 43%, 4 hours later it’s at 24%. This is an unopened spool of Prusa Galaxy Black.
I also have a container of Silica Beads in the center of the spool while in the dryer.
Lion, I believe you’ve made a convert out of me when it comes to filament drying. I’m now looking at Comgrow which I think is another Sovol brand. It’s a bit more expensive but the specs appear a bit better.
I’ll think and look some more but probably order this evening.
Good luck on whatever you choose, you know the one’s I use.
Very Impressive print!
Single layer?
Dryer arrives Saturday. Will go from there.
HueForge, 28 layers.
I am continuing to learn (struggle) with getting all of the Cura settings just right. Based on my earlier posted photos, it appears that I may be getting closer. I spent a good portion of the day watching YouTube videos and experimenting. The photo today shows a temp tower from last week and on the right, one from today. Today’s is not perfect and I’m willing to explore any suggestions anyone may offer so Please Do!. The changes I made today were with retraction. The sv06Plus paperwork says distance should be 0.5mm which I’ve left alone. The changes were to retraction maximum count, combing mode, and max combing distance with no retract…
Since last week I also purchased and am using a dryer, but I really don’t know if that’s what .
made a difference.
All of those proves it’s true, “Even a blind squirrel can at times find a nut”.
Tomorrow I’ll try a retraction tower and see if what I’ve done impacts that.
PLEASE, any suggestion you have I’m going to listen to.

Temp Towers are not supposed to be perfect.
You just pick the level that looks the best & that is your print temperature.
From your pic, at that angle & blurry, it looks like 215*.
Hello Again,
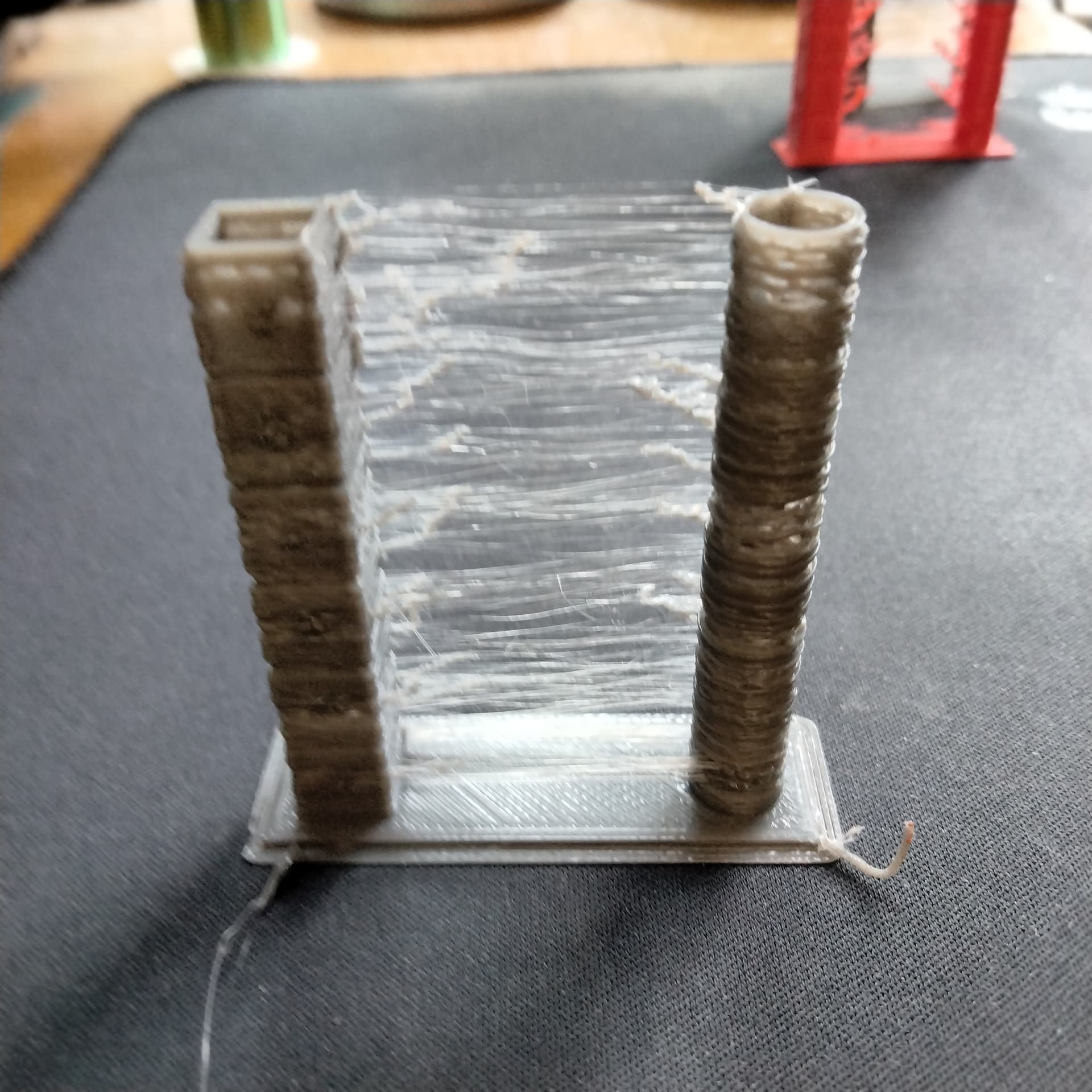
Yesterday i was thinking progress had been made. The temp tower that I posted was encouraging, so just as I said I would, I tried retraction towers again. As you can see- NO PROGRESS.
Temperature was set at 195C which looked the best on the tower. The photos show the results. Retraction towers of 1 to 6 and 4 to 9 both show significant angel hair stringing along with much thicker strings. Also, if the photos are good enough and you look closely, at any retraction settings above 2mm both the right and left vertical towers, are distorted with pitting and illegible numbering. Looking closely at the right, column in places it is so thin you can see light through.
I’ll be out of pocket tomorrow, so maybe I’ll have a revelation as to what’s going on. Along with that, I sure could use your ideas!

Are you printing any models or just calibration models…just curious.
Hi Lion,
The answer is both!
What really started this drive was when I tried to make drink coasters for my NC State graduates. I’m sending along a photo of the current issue. The thicker stringing I’ve previously mentioned (see retraction photo) is very apparent. The lumps and bumps in the photo appear to be this “extra thick” stringing when the red layer goes across the white infilll layer. The red then picks up the irregularity and results in lumps and bumps.
Ideas?

That’s 100% not from stringing.
It looks like a combination of Z-Offset issue (printing too close), ironing & over extrusion (maybe).
Printing to close (Z-Offset) could cause the over extrusion look because it pushes & rips the filament.
As you all know, Sovol ships the sv06 Plus with a version of Cura, 1.5.6, wanting to have more options and control I upgraded to Cura 5.7.2… It seems most of the issues began then. While not claiming 5.7.2 is the issue, I’ve made so many adjustments that I’m now becoming lost.
To reset, and regroup, I am considering deleting 5.7.2. and using the tab for “recommended” settings in 1.5.6. I don’t know if it will help, but can’t find a reason no to, given the issues I’ve
experienced.
Your thoughts please. No need to rush. I volunteer for elections and will be gone all day for season training classes.
Thanks again
It’s your choice, Cura or Sovol Cura…which ever works best for you.
Sovol Cura uses an outdated version of Cura, so you will be missing some features.
Sovol Cura is built on speed…JMO
Hello,
Maybe a solution would be to uninstall Cura 5.7.2 and its profiles, install Sovol Cura. Export the profiles from the SV06+. Uninstall Sovol Cura, install Cura 5.7.2 and import the previously exported profiles.
Who knows.
Cheers
I tried that in the beginning & it didn’t work. Then I tried copying over the settings manually & found a lot of them are missing.