The story so far !

This is better than the first time I tried it a few months ago , with my other Sovol SV pus . I am dreding having to ask his Highness Mr 3D printer 2025 to help me out . But who knows , Im willing to try again
Everything is working!
The only thing that remains are a few edits to printer.cfg
I’ve attached one direct from Sovol.
Open the one you are using with notepad and find the line that begins serial:/dev/. copy the line.
Example (yours will be different)
serial:/dev/serial/by-id/usb-1a86_USB_Serial-if00-port0
Open the attached file and delete the line that begins serial:/dev/ then paste in the one from above. Save the file and updoad into the sonic pad.
SV06 Plus.zip (4.1 KB)
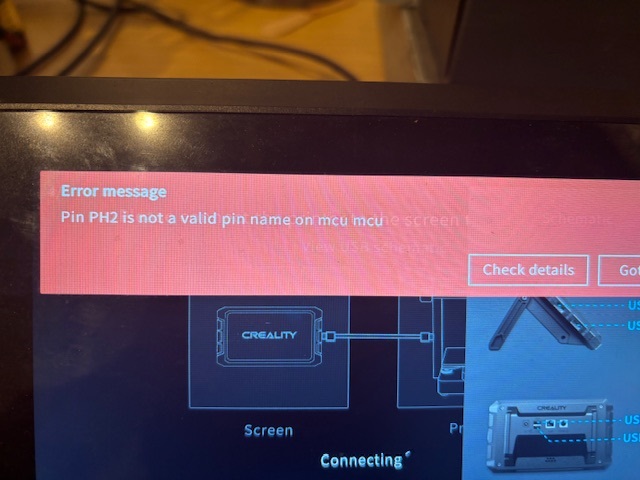
To be honest I dont know how to open it on note pad , yet ! , Im working on that . I seem to have uploaded all you sent me and opend it up with the RAR file opener and the Serial :/dev/ etc was identicle .Hope a grown ups coming to vist me in the morning at talk to me slowly !! I getting the PH2 is not valid etc . again
that looks to be the firmware file
You need to edit printer.cfg
Ok here here goes nothing
where is the zip file I sent you?
You don’t need winRAR Windows will open the zip
Doubleclick on the .Zip file. Rightclick on printer.cfg and select “open with notepad”
Its opening with zip 7 , does that matter ?
No but it is opening the archive as a text file not the text file INSIDE the archive.
Try this:
(Microsoft OneDrive)
#To use this config, during "make menuconfig" select the
# STM32F103 with a "28KiB bootloader" and serial (on USART1 PA10/PA9)
# communication.
# If you prefer a direct serial connection, in "make menuconfig"
# select "Enable extra low-level configuration options" and select
# serial (on USART3 PB11/PB10), which is broken out on the 10 pin IDC
# cable used for the LCD module as follows:
# 3: Tx, 4: Rx, 9: GND, 10: VCC
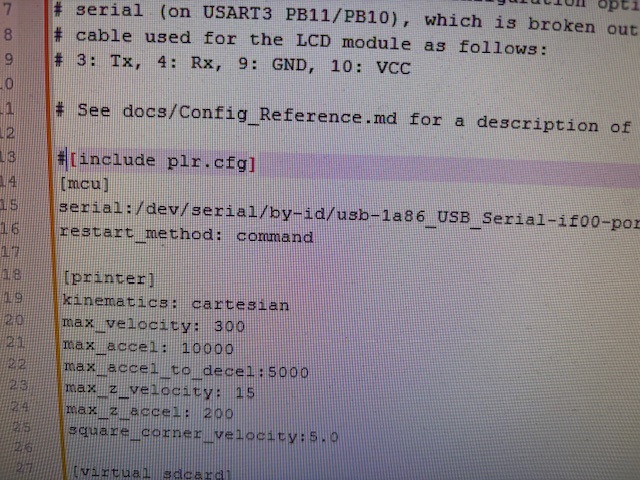
# See docs/Config_Reference.md for a description of parameters.
[include plr.cfg]
[mcu]
serial:/dev/serial/by-id/usb-1a86_USB_Serial-if00-port0
restart_method: command
[printer]
kinematics: cartesian
max_velocity: 300
max_accel: 10000
max_accel_to_decel:5000
max_z_velocity: 15
max_z_accel: 200
square_corner_velocity:5.0
[virtual_sdcard]
path:/home/mks/printer_data/gcodes
[pause_resume]
[display_status]
[idle_timeout]
gcode:
RESPOND TYPE=echo MSG="No operations in 10min!"
# A list of G-Code commands to execute on an idle timeout. See
# docs/Command_Templates.md for G-Code format. The default is to run
# "TURN_OFF_HEATERS" and "M84".
timeout: 600
[mcu rpi]
serial: /tmp/klipper_host_mcu
[adxl345]
cs_pin: rpi:None
spi_bus: spidev0.0
[verify_heater extruder]
max_error: 60
check_gain_time:20
hysteresis: 5
heating_gain: 2
[verify_heater heater_bed]
max_error: 90
check_gain_time:60
hysteresis: 5
heating_gain: 2
[resonance_tester]
accel_chip: adxl345
probe_points:
150, 150, 20 # an example
accel_per_hz:50
min_freq:1
max_freq:100
max_smoothing:0.2
hz_per_sec:0.5
[respond]
#default_type: echo
# Sets the default prefix of the "M118" and "RESPOND" output to one
# of the following:
# echo: "echo: " (This is the default)
# command: "// "
# error: "error!"
#default_prefix: echo:
# Directly sets the default prefix. If present, this value will
# override the "default_type".
#############################################################################################################
#GCODE_MACRO
#############################################################################################################
[gcode_macro CANCEL_PRINT]
description: Cancel the actual running print
rename_existing: CANCEL_PRINT_BASE
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=False
RUN_SHELL_COMMAND CMD=clear_plr
clear_last_file
G31
TURN_OFF_HEATERS
CANCEL_PRINT_BASE
RESPOND TYPE=echo MSG="Cancel Print Success!"
G91 ;Relative positionning
G1 E-2 F500 ;Retract a bit
G1 E-2 Z0.2 F200 ;Retract and raise Z
G1 Z1 ;Raise Z more
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
G90
G1 X10 Y290 F6000
M84 X Y E ;Disable all steppers but Z
[gcode_macro START_PRINT]
gcode:
M84 E ; Disable E Motor for probe accuracy on direct drive systems
G90 ;Absolute positioning
G92 E0 ; Reset Extruder distance to 0
G1 E-1 ; Retracts filament to prevent blobs during probing
G92 E0 ; Reset Extruder distance to 0
G28 ; home all axes
BED_MESH_PROFILE LOAD=default ; Loads the mesh - now has to be done explicitly, not automatically loaded anymore
G92 E0 ; reset extruder
G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
G1 X0.1 Y20 Z0.3 F5000.0 ; move to start-line position
G1 X0.1 Y100.0 Z0.3 F500.0 E15 ; draw 1st line
G1 X0.4 Y100.0 Z0.3 F5000.0 ; move to side a little
G1 X0.4 Y20 Z0.3 F500.0 E30 ; draw 2nd line
G92 E0 ; reset extruder
G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
[gcode_macro PAUSE]
description: Pause the actual running print
rename_existing: PAUSE_BASE
gcode:
RESPOND TYPE=echo MSG="Pause Print!"
##### set defaults #####
{% set x = params.X|default(10) %} #edit to your park position
{% set y = params.Y|default(290) %} #edit to your park position
{% set z = params.Z|default(10)|float %} #edit to your park position
{% set e = params.E|default(1) %} #edit to your retract length
##### calculate save lift position #####
{% set max_z = printer.toolhead.axis_maximum.z|float %}
{% set act_z = printer.toolhead.position.z|float %}
{% set lift_z = z|abs %}
{% if act_z < (max_z - lift_z) %}
{% set z_safe = lift_z %}
{% else %}
{% set z_safe = max_z - act_z %}
{% endif %}
##### end of definitions #####
PAUSE_BASE
G91
{% if printer.extruder.can_extrude|lower == 'true' %}
G1 E-{e} F500
{% else %}
{action_respond_info("Extruder not hot enough")}
{% endif %}
{% if "xyz" in printer.toolhead.homed_axes %}
G1 Z{z_safe}
G90
G1 X{x} Y{y} F6000
{% else %}
{action_respond_info("Printer not homed")}
{% endif %}
[gcode_macro RESUME]
description: Resume the actual running print
rename_existing: RESUME_BASE
gcode:
RESPOND TYPE=echo MSG="RESUME Print!"
##### set defaults #####
{% if printer["filament_switch_sensor my_sensor"].filament_detected == True %} # detect if occur filament runout ,True : filament exists. False:filament runout
RESPOND TYPE=echo MSG="RESUME Print!"
{% set e = params.E|default(1) %} #edit to your retract length
#### get VELOCITY parameter if specified ####
{% if 'VELOCITY' in params|upper %}
{% set get_params = ('VELOCITY=' + params.VELOCITY) %}
{%else %}
{% set get_params = "" %}
{% endif %}
##### end of definitions #####
G91
{% if printer.extruder.can_extrude|lower == 'true' %}
G1 E{e} F400
{% else %}
{action_respond_info("Extruder not hot enough")}
{% endif %}
RESUME_BASE {get_params}
{% else %}
RESPOND TYPE=echo MSG="Please Insert filament in Sensor!"
{% endif %}
[gcode_macro END_PRINT]
gcode:
G91 ;Relative positionning
G1 E-2 F500 ;Retract a bit
G1 E-2 Z0.2 F200 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z1 ;Raise Z more
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
G90 ;Absolute positionning
G1 X10 Y290 ;Present print
M84 X Y E ;Disable all steppers but Z
RESPOND TYPE=echo MSG="Finish Print!"
[gcode_macro LOAD_FILAMENT]
gcode:
G91
G1 E30 F300
G1 E10 F150
G90
[gcode_macro UNLOAD_FILAMENT]
gcode:
G91
G1 E-30 F300
G90
[gcode_macro LED_ON]
gcode:
SET_PIN PIN=my_led VALUE=1
[gcode_macro LED_OFF]
gcode:
SET_PIN PIN=my_led VALUE=0
[gcode_macro M205]
gcode:
M105
#############################################################################################################
#stepper,TMC2209
#############################################################################################################
[stepper_x]
step_pin: PC2
dir_pin: !PB9
enable_pin: !PC3
microsteps: 16
rotation_distance: 40
endstop_pin: tmc2209_stepper_x: virtual_endstop
homing_retract_dist: 0
position_endstop: 0
position_min: 0
position_max: 300
homing_speed: 90
step_pulse_duration:0.000002
[tmc2209 stepper_x]
uart_pin:PC1
run_current:1.2
uart_address:3
interpolate: True
driver_sgthrs: 112
stealthchop_threshold: 0
diag_pin: ^PA5
[stepper_y]
step_pin: PB8
dir_pin: PB7
enable_pin: !PC3
microsteps: 16
rotation_distance: 40
endstop_pin: tmc2209_stepper_y: virtual_endstop
homing_retract_dist: 0
position_endstop: 0
position_min: 0
position_max: 305
homing_speed: 60
step_pulse_duration:0.000002
[tmc2209 stepper_y]
uart_pin:PC0
run_current:1.2
uart_address:3
interpolate: True
driver_sgthrs: 120
stealthchop_threshold: 0
diag_pin: ^PA6
[stepper_z]
step_pin: PB6
dir_pin: !PB5
enable_pin: !PC3
microsteps: 16
rotation_distance: 4
endstop_pin: probe: z_virtual_endstop
#position_endstop: 0.0
position_max: 350
position_min: -3
homing_speed:6
[extruder]
max_extrude_only_distance: 100.0
step_pin: PB4
dir_pin: !PB3
enable_pin: !PC3
microsteps: 16
rotation_distance: 4.59
nozzle_diameter: 0.400
filament_diameter: 1.750
heater_pin: PA1
sensor_type: EPCOS 100K B57560G104F
sensor_pin: PC5
control: pid
pressure_advance:0.01
pressure_advance_smooth_time:0.015
pid_Kp=24.522
pid_Ki=1.397
pid_Kd=107.590
min_temp: 0
max_temp: 305
min_extrude_temp: 150
[tmc2209 extruder]
uart_pin: PC14
run_current: 0.8
uart_address:3
#hold_current: 0.5
interpolate: True
stealthchop_threshold: 0
[heater_bed]
heater_pin: PA2
sensor_type: EPCOS 100K B57560G104F
sensor_pin: PC4
control: pid
# tuned for stock hardware with 50 degree Celsius target
pid_Kp: 54.027
pid_Ki: 0.770
pid_Kd: 948.182
min_temp: 0
max_temp: 105
[probe]
pin:PB1
x_offset:27
y_offset:-20
[safe_z_home]
home_xy_position: 125,171
speed: 100
z_hop: 3 # Move up 5mm
z_hop_speed: 6
[filament_switch_sensor my_sensor]
switch_pin:PA4
#################################################
#bed mesh calibrate
#################################################
[bed_mesh]
speed:200
horizontal_move_z:5
mesh_min:27,12
mesh_max:285,285
probe_count:7,7
algorithm: bicubic
bicubic_tension: 0.3
fade_start: 0.2
fade_end: 10
mesh_pps:4,4
move_check_distance: 3
#split_delta_z: .025
[fan]
pin:PA0
[input_shaper]
shaper_type_x = 2hump_ei
shaper_freq_x = 45.5
shaper_type_y = 2hump_ei
shaper_freq_y = 34.0
damping_ratio_x: 0.005
damping_ratio_y: 0.005
[gcode_macro PRINT_START]
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=True
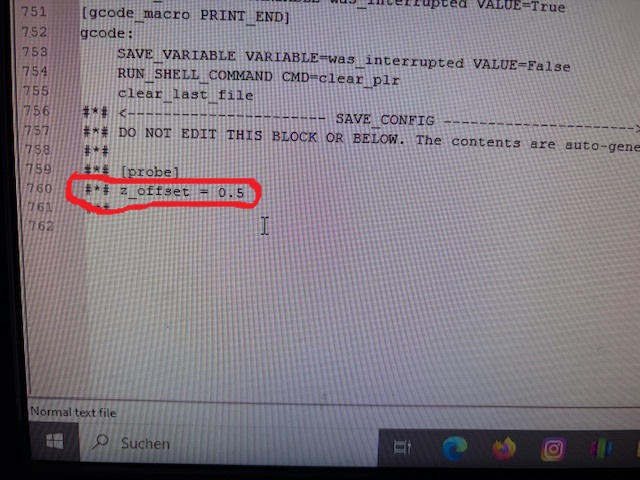
[gcode_macro PRINT_END]
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=False
RUN_SHELL_COMMAND CMD=clear_plr
clear_last_file
#*# <---------------------- SAVE_CONFIG ---------------------->
#*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.
#*#
#*# [probe]
#*# z_offset = 0.5
#*#
[printer]
kinematics: cartesian
max_velocity: 300
max_accel: 8000
max_accel_to_decel:4500
max_z_velocity: 15
max_z_accel: 150
square_corner_velocity:3.0
[virtual_sdcard]
path:/home/mks/printer_data/gcodes
[pause_resume]
[display_status]
[idle_timeout]
gcode:
RESPOND TYPE=echo MSG="No operations in 10min!"
# A list of G-Code commands to execute on an idle timeout. See
# docs/Command_Templates.md for G-Code format. The default is to run
# "TURN_OFF_HEATERS" and "M84".
timeout: 600
[mcu rpi]
serial: /tmp/klipper_host_mcu
[adxl345]
cs_pin: rpi:None
spi_bus: spidev0.0
[verify_heater extruder]
max_error: 60
check_gain_time:20
hysteresis: 5
heating_gain: 2
[verify_heater heater_bed]
max_error: 90
check_gain_time:60
hysteresis: 5
heating_gain: 2
[resonance_tester]
accel_chip: adxl345
probe_points:
115, 115, 20 # an example
accel_per_hz:50
min_freq:1
max_freq:100
max_smoothing:0.2
hz_per_sec:0.5
[respond]
#default_type: echo
# Sets the default prefix of the "M118" and "RESPOND" output to one
# of the following:
# echo: "echo: " (This is the default)
# command: "// "
# error: "error!"
#default_prefix: echo:
# Directly sets the default prefix. If present, this value will
# override the "default_type".
#############################################################################################################
#GCODE_MACRO
#############################################################################################################
[gcode_macro CANCEL_PRINT]
description: Cancel the actual running print
rename_existing: CANCEL_PRINT_BASE
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=False
RUN_SHELL_COMMAND CMD=clear_plr
clear_last_file
G31
TURN_OFF_HEATERS
CANCEL_PRINT_BASE
RESPOND TYPE=echo MSG="Cancel Print Success!"
G91 ;Relative positionning
G1 E-2 F500 ;Retract a bit
G1 E-2 Z0.2 F200 ;Retract and raise Z
G1 Z1 ;Raise Z more
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
G90
G1 X10 Y210 F6000
M84 X Y E ;Disable all steppers but Z
[gcode_macro START_PRINT]
gcode:
M84 E ; Disable E Motor for probe accuracy on direct drive systems
G90 ;Absolute positioning
G92 E0 ; Reset Extruder distance to 0
G1 E-1 ; Retracts filament to prevent blobs during probing
G92 E0 ; Reset Extruder distance to 0
G28 ; home all axes
BED_MESH_PROFILE LOAD=default ; Loads the mesh - now has to be done explicitly, not automatically loaded anymore
G92 E0 ; reset extruder
G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
G1 X0.1 Y20 Z0.3 F5000.0 ; move to start-line position
G1 X0.1 Y100.0 Z0.3 F500.0 E15 ; draw 1st line
G1 X0.4 Y100.0 Z0.3 F5000.0 ; move to side a little
G1 X0.4 Y20 Z0.3 F500.0 E30 ; draw 2nd line
G92 E0 ; reset extruder
G1 Z1.0 F3000 ; move z up little to prevent scratching of surface
[gcode_macro PAUSE]
description: Pause the actual running print
rename_existing: PAUSE_BASE
gcode:
RESPOND TYPE=echo MSG="Pause Print!"
##### set defaults #####
{% set x = params.X|default(10) %} #edit to your park position
{% set y = params.Y|default(210) %} #edit to your park position
{% set z = params.Z|default(10)|float %} #edit to your park position
{% set e = params.E|default(1) %} #edit to your retract length
##### calculate save lift position #####
{% set max_z = printer.toolhead.axis_maximum.z|float %}
{% set act_z = printer.toolhead.position.z|float %}
{% set lift_z = z|abs %}
{% if act_z < (max_z - lift_z) %}
{% set z_safe = lift_z %}
{% else %}
{% set z_safe = max_z - act_z %}
{% endif %}
##### end of definitions #####
PAUSE_BASE
G91
{% if printer.extruder.can_extrude|lower == 'true' %}
G1 E-{e} F500
{% else %}
{action_respond_info("Extruder not hot enough")}
{% endif %}
{% if "xyz" in printer.toolhead.homed_axes %}
G1 Z{z_safe}
G90
G1 X{x} Y{y} F6000
{% else %}
{action_respond_info("Printer not homed")}
{% endif %}
[gcode_macro RESUME]
description: Resume the actual running print
rename_existing: RESUME_BASE
gcode:
RESPOND TYPE=echo MSG="RESUME Print!"
##### set defaults #####
{% set e = params.E|default(1) %} #edit to your retract length
#### get VELOCITY parameter if specified ####
{% if 'VELOCITY' in params|upper %}
{% set get_params = ('VELOCITY=' + params.VELOCITY) %}
{%else %}
{% set get_params = "" %}
{% endif %}
##### end of definitions #####
G91
{% if printer.extruder.can_extrude|lower == 'true' %}
G1 E{e} F400
{% else %}
{action_respond_info("Extruder not hot enough")}
{% endif %}
RESUME_BASE {get_params}
[gcode_macro END_PRINT]
gcode:
G91 ;Relative positionning
G1 E-2 F500 ;Retract a bit
G1 E-2 Z0.2 F200 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z1 ;Raise Z more
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
G90 ;Absolute positionning
G1 X10 Y210 ;Present print
M84 X Y E ;Disable all steppers but Z
RESPOND TYPE=echo MSG="Finish Print!"
[gcode_macro LOAD_FILAMENT]
gcode:
G91
G1 E30 F300
G1 E10 F150
G90
[gcode_macro UNLOAD_FILAMENT]
gcode:
G91
G1 E-30 F300
G90
[gcode_macro LED_ON]
gcode:
SET_PIN PIN=my_led VALUE=1
[gcode_macro LED_OFF]
gcode:
SET_PIN PIN=my_led VALUE=0
[gcode_macro M205]
gcode:
M105
#############################################################################################################
#stepper,TMC2209
#############################################################################################################
[stepper_x]
step_pin: PC2
dir_pin: !PB9
enable_pin: !PC3
microsteps: 16
rotation_distance: 40
endstop_pin: tmc2209_stepper_x: virtual_endstop
homing_retract_dist: 0
position_endstop: 0
position_min: 0
position_max: 225
homing_speed: 90
step_pulse_duration:0.000002
[tmc2209 stepper_x]
uart_pin:PC1
run_current:1.1
uart_address:3
interpolate: True
driver_sgthrs: 115
stealthchop_threshold: 999999
diag_pin: ^PA5
[stepper_y]
step_pin: PB8
dir_pin:PB7
enable_pin: !PC3
microsteps: 16
rotation_distance: 40
endstop_pin: tmc2209_stepper_y: virtual_endstop
homing_retract_dist: 0
position_endstop: 0
position_min: 0
position_max: 227
homing_speed: 60
step_pulse_duration:0.000002
[tmc2209 stepper_y]
uart_pin:PC0
run_current:1.1
uart_address:3
interpolate: True
driver_sgthrs: 85
stealthchop_threshold: 999999
diag_pin: ^PA6
[stepper_z]
step_pin: PB6
dir_pin: !PB5
enable_pin: !PC3
microsteps: 16
rotation_distance: 4
endstop_pin:probe:z_virtual_endstop
#position_endstop: 0.0
position_max: 260
position_min: -3
homing_speed:6
[extruder]
max_extrude_only_distance: 100.0
step_pin: PB4
dir_pin: !PB3
enable_pin: !PC3
microsteps: 16
rotation_distance: 4.59
nozzle_diameter: 0.400
filament_diameter: 1.750
heater_pin: PA1
sensor_type: EPCOS 100K B57560G104F
sensor_pin: PC5
control: pid
pressure_advance:0.02
pressure_advance_smooth_time:0.035
pid_Kp=24.522
pid_Ki=1.397
pid_Kd=107.590
min_temp: 0
max_temp: 305
min_extrude_temp: 150
[tmc2209 extruder]
uart_pin: PC14
run_current: 0.6
uart_address:3
#hold_current: 0.5
interpolate: True
stealthchop_threshold: 400
[heater_bed]
heater_pin: PA2
sensor_type: EPCOS 100K B57560G104F
sensor_pin: PC4
control: pid
# tuned for stock hardware with 50 degree Celsius target
pid_Kp: 54.027
pid_Ki: 0.770
pid_Kd: 948.182
min_temp: 0
max_temp: 105
[probe]
pin:PB1
x_offset:27
y_offset:-20
[safe_z_home]
home_xy_position: 85,137
speed: 100
z_hop: 3 # Move up 5mm
z_hop_speed: 6
#################################################
#bed mesh calibrate
#################################################
[bed_mesh]
speed:200
horizontal_move_z:5
mesh_min:27,12
mesh_max:210,205
probe_count:5,5
algorithm: bicubic
bicubic_tension: 0.3
fade_start: 0.2
fade_end: 10
mesh_pps:4,4
move_check_distance: 3
#split_delta_z: .025
[fan]
pin:PA0
[input_shaper]
shaper_type_x = 2hump_ei
shaper_freq_x = 43.8
shaper_type_y = 2hump_ei
shaper_freq_y = 41.8
damping_ratio_x: 0.1
damping_ratio_y: 0.09
[gcode_macro PRINT_START]
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=True
[gcode_macro PRINT_END]
gcode:
SAVE_VARIABLE VARIABLE=was_interrupted VALUE=False
RUN_SHELL_COMMAND CMD=clear_plr
clear_last_file
#*# <---------------------- SAVE_CONFIG ---------------------->
#*# DO NOT EDIT THIS BLOCK OR BELOW. The contents are auto-generated.
#*#
#*# [probe]
#*# z_offset = 0.5
#*#
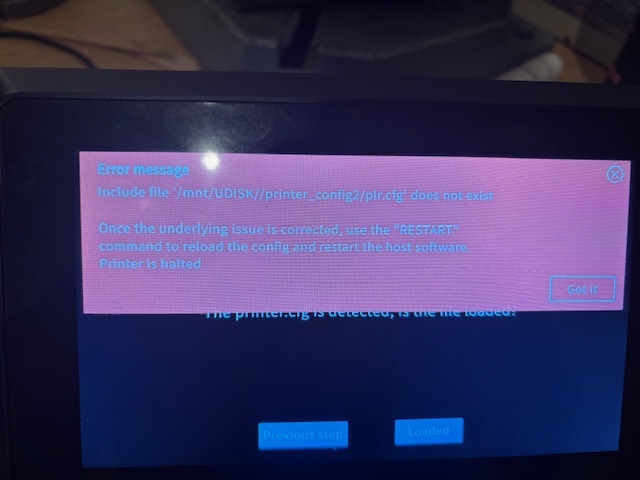
On your PC edit your printer.cfg file and put a # in front of [include plr.cfg] (near the beginning of the file). Save to a USB and get it into the Sonic Pad.
#[include plr.cfg]
That will stop the error. It will also disable Power Loss Recovery. If that is a problem we’ll come back to that once you can print something.
Photos of your screen are not readable.
It will be better to post screenshot.
It reads, option z_offset in section probe must be specified
this has a #*# in front of it , have I got to alter this , just to one # ?
NO.
Scroll up and find the [Probe] section. You will need to add a line to make it look like
[probe]
pin: PB1
x_offset: 28
y_offset: -20
z_offset: 0
Note this will end up with the nozzle very high until you adjust the Z offset on the Sonic Pad Calibration screen. Klipper will then change the value you have circled automatically.
Have you by any chance got the number of this file on the left side index please ?