Same here, tried the included benchy, sliced the E3DBuggy, tried tightening the extruder knob but it always fails. Will try and disassemble the extruder to confirm the gear is not loose.
I have done both of these and still cannot even print my first complete print of a benchy on a brand new printer…I am so far very disappointed in this purchase.
Where does it start to fail?
I had this sort of issue for a while but after tweaking the temps (bed 60, extruder 200) and extruder knob I managed to get my prints to work as expected:

I just need to get the stringing under control:

Now… the weirdest one I have is a yoda that seems to fail at the same point. The really odd part is that I shrank it to 60% of full size expecting it to get further on but it is still failing at around the same point:


I was wondering if it was trying to do a filament change but not actually waiting for an “OK”, I’m printing with OctoPi, Ive looked in the gcode for the M600 code but it doesnt exist.
Anyone got any bright ideas on this one?!?
Thanks!
Low temperature. Increase your nozzle and bed temperature is my first guess.
It could be defective heat break.
I had something similar to this when i got 06. It jammed very hard. Try to pull the filament out and got stuck. Took it apart and try to melt the stuck filament. End up melting the connector too. Sovol send me a replacement heat break and fan. Clean the entire extruder. Grease the metal parts. Replace the heat break and fan.That actually fix my entire issue with 06.
No more fail print no more bed leveling issues.
It not hard to take the extruder apart. The tricky part is putting it back together. Grease help a lot. Don’t force it. Everything should snap back in place. If not you’re doing something wrong.
What i did to remove the stuck filament from the hole is a punch bit (or small screw driver or any metal that can fit through the hole). Heat the bit to red hot (make sure you don’t burn yourself) and drive it through the hole. Do it it a few times to burn away the filament.
You can see the filament stuck in the hole.

According to the picture, it should be that the nozzle is blocked. Use a needle to clean the filament that may be clogged on the nozzle under heating. Use the smallest wrench to clean up the filament that may be clogged in the throat part as if sending filament. Clean up the filament, check whether the extruder gear is loose and the discharge is not smooth, and lock the screw that fixes the gear
Adjust the tightness of the extruder arm. If it is too loose or too tight, it will affect normal feeding. If it cannot be fed normally, there will be problems with printing. Just adjust it so that it can discharge and feed normally.
Modeling needs to be supported. The hand of the model in the picture is not printed out, and the part of the printing hand is not able to discharge normally. The filament will accumulate a little in the nozzle, causing the back of the material to be blocked, and the model fails to print; Clean the nozzle part to ensure that the material can be fed and discharged normally before printing
My benchy is failing when it’s trying to finish the arc, just like on your failed benchies.
The PLA is curling up and I don’t know what causes this issue.
Could you please describe the steps you did before you finally managed to fully print benchy?
@sovol3delger - On that Yoda, I would look at the gcode. I have a ship model that looks really good, sliced with no “red” areas in Cura, but fails around layer 103. I’m now manually sorting through the gcode with the help of Visualstudio Code and a GCode plugin.
Tim
@kord2003 - that sounds like a cooling issue from my experimentation. What’s your ambient room temperature and what speed do you have the part cooling fan running at?
Room temperature: 22.5°C
Bed temperature: 60°C
Nozzle temperature: 190-200°C
Bridges curl up even at stock benchy gcode which prints at 175°C or 180°C.
Fan is running at 100%.
What worries me the most is that no other user mention PLA curling up issue on SV06.
Every reviewer said that they print perfect benchy with stock settings.
I feel that I’m the only one who got this issue.
Am I doing something wrong? Is my part cooling fan faulty?
Use glue stick and put the bed temperature at least 70c. I never go below 70c. My bed temperature is 80c.
I would up the the nozzle 210c+ and lower the fan speed to 75%.
Glue sticks are inexpensive. You can get 3 purple stick for $3 at local Walmart. I cover the entire bed with glue stick. That solves most adhesion problems.

I’m not sure if I understand your answer correctly.
I don’t have adhesion problems. My prints stick perfectly.
My problem is a PLA curling up at sharp edges during bridging. No amount of glue will help because it’s impossible to print on top of curled hardened plastic.
And I would like to understand the reason for these specific temp settings settings.
Aurora Tech managed to print benchy with 210C/60C/100% fan.
My Tech Fun managed to print benchy with 175-190C/60C/100% fan.
They don’t heat up the bed to 80C nor reducing cooling to 75% which means printer should be able to print bridges/arches with 60C bed and 100% fan. I don’t understand why my printer can’t do that on stock settings.
If you have layers separation (curling) you have adhesion problems. It means your nozzle temperature is too low. You don’t have layer separation at the bottom because bedding heat provide the extra heat needed. When the printer print further up it lose the bedding heat. Hence you have layer separation on top and not bottom.
At 22c room temperature, I would go with 220c or more for nozzle and bed temperature at 80c. If you have an enclosure you can lower it. Cut your fan speed to 75% or less . I never go above 75%. My fan speen is between 0% to 75% depending on the material and environment.

I’m sorry that I don’t have the picture of my failed prints because I’ve thrown them away, but I don’t have layer separation issue.
My result is something similar to benchy #1 and #2 on that picture or these pictures.
My layers are sticking just fine, it’s curling around sharp overhangs without layer separation.
Some people are recommending to decrease nozzle temp and increase part cooling, which is exactly opposite what you are recommending.
I’m so confused…
If anything, part cooling needs to be improved/increased on this printer because
- The part cooling fan is quite small.
- It is sucking up head from the heated bed, thus not doing a great job at part cooling because it’s blowing hot air onto the printed part.
Please start a new thread so that we can help you @kord2003
The thing that fixed it for me (with the blue PLA at least) was to tighten the bolt as described here:
Once tightened it worked a charm.
However with the green PLA, no matter what I try it fails. I suspect it’s garbage PLA. I tried adjusting the temps, changing the retraction, cooking it in one of these:
https://www.amazon.co.uk/dp/B093GRBS4F?psc=1&ref=ppx_yo2ov_dt_b_product_details
Nothing worked. However if the print is not too high it seems to be fine, even with a large (but not so tall print)… I’m giving up on that PLA to be sure…
Hope that helps
Hey everyone - I thought I had my prints working perfectly…but it was only for Overture PLA+. Jessie PLA kept failing, so after a bunch of failed benchies I lowered the Retraction Speed in PrusaSlicer from 40 to 30 mm/s and now prints are working.
This is different from Sovol’s recommended settings but it really helps with the heat creep issue (temps: 205/60; everything else matches Sovol documentation)
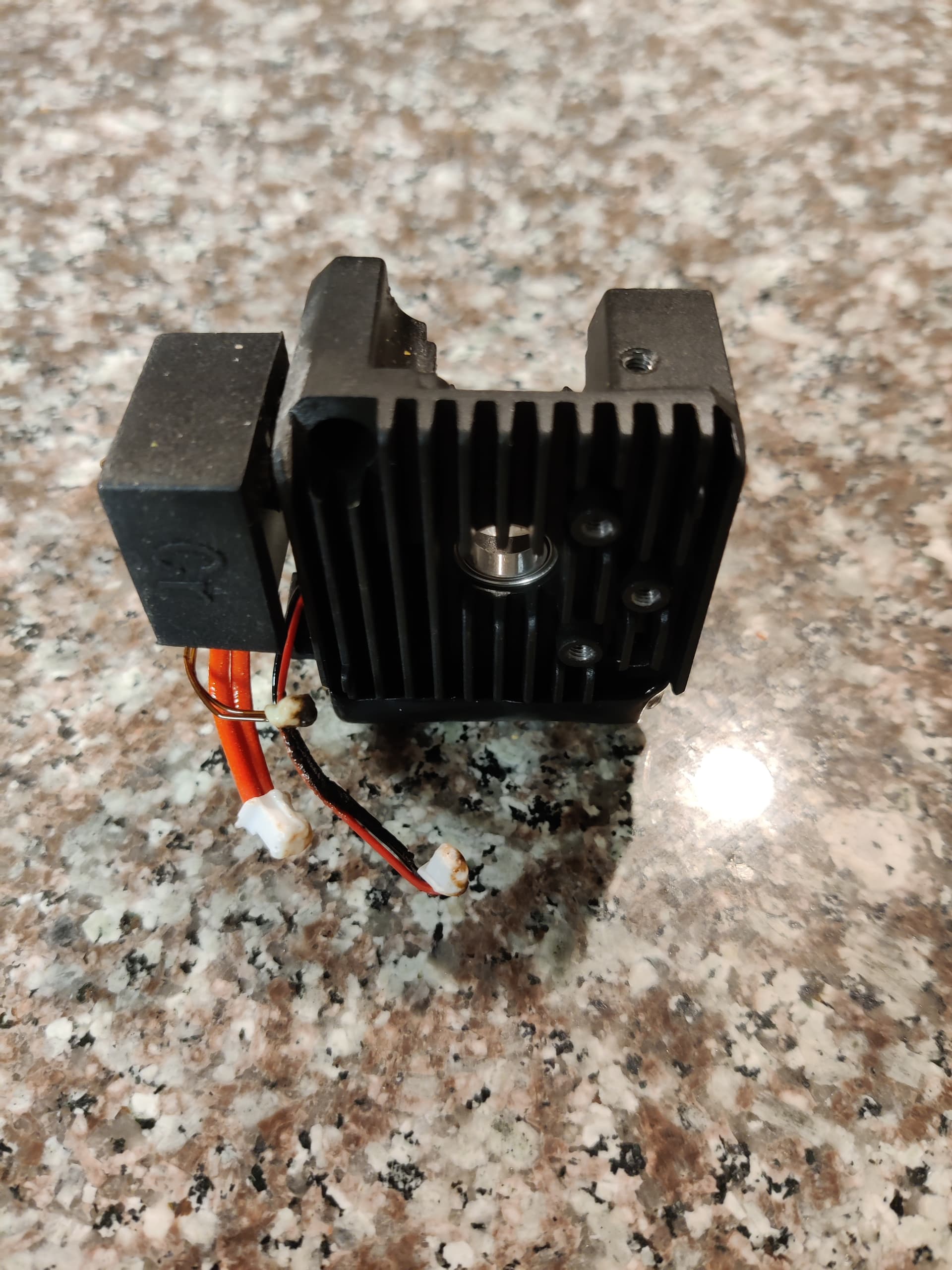
If you’re experiencing heatcreap, apply some thermal compound to the heatbreak.

{kind=link}
Same thing here, nothing but problems here. My sv01pro was way better till the extruder failed and sovol wont sell me a replacement so i bought the sv06 paperweight. Ive tried everything i just cant get myself to ivesting another 70 bucs for a sv06 extruder. Basically i give up. Started buying air bb pellet guns for a new hobby. Lol. Maybee igloo mars 3? What do you think?
Hi @Markbrookes
If I were you I would try taking the whole hotend apart, cleaning it, making sure all screws/bolts are tight and applying thermal paste where needed.
After a lot of messing around and trying everything I could find this sorted the problem for me. I can now print prints that are near the maximum height…
Hope that helps