Good luck resolving your clog. If you learn anything, please share so we all learn. Be careful not to let the chamber temperature get too high. I think heat creep above the hot end contributed to my bad clog. Hot air in the chamber doesn’t cool the area above the melt zone very well so the filament can soften higher than it should.
@cardoc thank you, very useful.
@Liberty4Ever Urgh, its one of ‘those’ clogs. I dropped the nozzle and heatbreak out of the heatsink, from collet to the bottom of heatsink is clear.
The heatbreak and nozzle on the other hand…I managed to pull 4cm of stuck filament out, but there’s still something in there preventing me from extruding. I got a thin dribble for a bit then nada.
Changed nozzle and still no joy, going to pass fil into the heatbreak/nozzle tube and let it cool, see if a coldpull will get anything more out. Unless you have a better idea?
Sorry you’re having so much trouble. On May 22nd in this thread, cardoc posted a cross sectional view that shows the heat chamber throat opening to a larger diameter for the entrance to the nozzle. Be mindful of that if trying to do a cold pull. Solid filament of a larger diameter below the melt zone would not pull backwards. As long as you aren’t cold pulling against the flare at the bottom of the heat zone you should be OK.
If I have coking in the melt zone or nozzle leading to a thin under extruding dribble, possibly with that thin stream emerging somewhat sideways from the nozzle orifice, I’ll often crank up the temperature and use ABS filament pushed downward to help push out the carbonized plastic. It’s tempting to use carbon fiber ABS as it’s stiffer and more abrasive, but carbon fiber could easily make a clog much worse. ABS is my cleaning filament.
I bought a spare extruder assembly for the Zero. I should probably buy a spare hot end as a last ditch repair for a problem similar to what you’re experiencing, so I can install the new hot end, plug in the thermistor and heater, and be back in business.
Thanks I appreciate the advice. I’ll try your abs approach instead tomorrow.
And I usually have a spare hotend for each printer…is there a decent go-to place for Sovol spares (and what kind of hotend is it even?)
As far as I can see the Zero hot end is one of a kind. It appears to be based on the SV08 (heat sink is the same) but longer. The heat element is longer and the “pocket” for the temperature sensor is enlarged. And finally instead of an integrated nozzle uses MK8 nozzles.
I did an (untested) design of a couple of spacers to lower the zero heatsink to allow use of a SV08 hotend from MicroSwiss or Triangle Labs but the wiring could be a nightmare as the distance to the control board is longer.
There are several go-to place for Sovol spares: Sovol3d.com, amazon, ebay, 3djake, …
Sovol Zero Accessories:
Sovol Zero Hot End:
Sovol Zer Heater Block & Nozzle:
Sovol Zero Tool Head:
Sovol Zero Silicone Nozzle Wiper Pad:
Sovol Zero Nozzle Heater, Heater Clip, Thermistor & Silicone Sock:
It may be faster to buy from the Sovol store on Amazon if they have the items you need.
the SV08 Hot end parts are the same as the Zero? is that accurate or are they just close enough to work more or less the same?
The SV08 uses a different extruder assembly than the Zero or SV08 Max which have an even longer melt zone, more powerful heater, and they use MK8 nozzles instead of the long proprietary nozzle on the SV08.
Sovol just released a very thorough nozzle cleaning and clog removing video for the SV08 Max that is presumably the same procedure for the Zero. The techniques are what I would imagine but it’s good to have an official Sovol video.

Hi,
I placed an order for this tool:
That seems more appropriate to me.
I made my own a few years ago, still haven’t used it.
I use a #50 drill bit (1.8mm) mounted backwards in a pin vice.
not all hot ends shipped are the same. the one on the left with the black hardened nozzle was the version shipped in my Zero and the right is the i bought to replace it. i have had allot of clogs with both PETG and ASA but none with PLA.

Utilisez-vous la bonne température pour ces filaments ?
ASA must be at least 245°
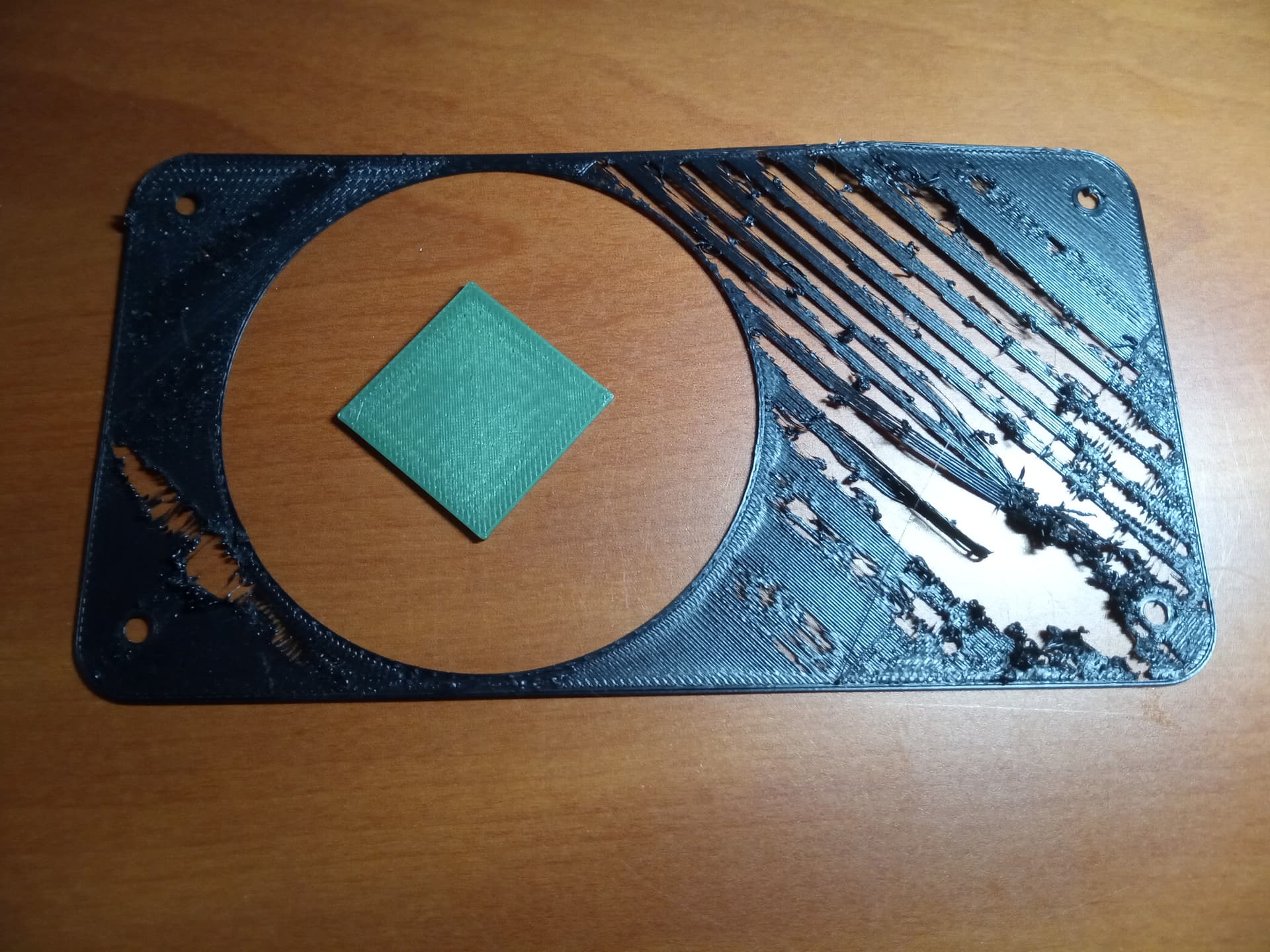
the black is Esun ASA set to print at 260 C. the max suggested is 270C and the green is PLA so its not a tension issue for the stop and start of printing and it not simple a bed adhesion issue the top left corner is the start of the next layer and you see the same as the first layer.
Were those two parts printed consecutively? Without adjusting the filament tension? If so, do you have calipers so you can measure the diameter of the filament? The black Esun ASA filament might be undersized, resulting in under extrusion. If that’s not it, do you have a different ASA to test to see if it might be some other problem with the filament?
If the green part was printed before the black ASA, maybe the ASA induced a clog?
Maybe try putting masking tape on the filament 100 mm above the top of the extruder, extruding 70 mm in Mainsail, and then see if you have close to 30 mm of filament remaining. Significantly more than 30 mm would confirm under extruding and the extent of the under extruding. Look at the filament as it’s extruding. Does it emerge vertically from the nozzle in a regular stream, or is it coming out a bit at a time with pauses in between (extruder gears slipping, chewing the filament, set screw loose on the extruder drive gear, etc.) or does the filament squirt out a bit sideways (nozzle clog)?
With the nozzle at printing temperature and the stepper motors engaged, it should take a significant force to pull the filament back up out of the extruder. If the filament pulls out with only a little force, there is some problem with the extruder gears grabbing the filament. Ensure the tension mechanism is working properly. I’ve had to unscrew the thumb screw, disassemble the screw, washer and spring, and reassemble them so the spring and washer aren’t binding so they properly tension the idler gear.
I did a Google search & found 3-4 posts that said printing out of bounds at 275* worked for them. It has been reported to eSun.
Do a flow rate calibration in Orca.
Different filaments interact with the feed rollers (gears) in the extruder differently. Some people calibrate their extruder rotation_distance on every filament. That doesn’t, however, account for variation in filament diameter so you still need to run a flow rate calibration.
I leave my rotation distance at “stock” and do a flow rate calibration for each filament. Once the flow rate is set in the filament profile you no longer have to think about rotation_distance or filament diameter.