Hi FP,
Not sure about your COM port being busy but some comments on other parts of your post.
You can manually control the part cooling fan from the touch screen interface when you’re not printing very easily.
Choose the middle menu option at the bottom, then chose one of the two temperature options at the top for extruder or bed.
Then in the bottom right corner you will see the fan speed value - just tap on this and enter a value from 0-255 to manually set the fan speed!
Of course this value will be overridden by a print job, it’s mainly for testing purposes.
Regarding Pronterface - I use Octoprint on my SV06 Plus successfully, Pronterface looks like a similar sort of thing. The USB port on the SV06 Plus is just a standard CH340 Serial over USB interface, as long as you have that driver installed on your PC and no other program is using the port it should work.
As for hairy prints (stringing) what kind of filament are you using, what is the recommended temperature range for that filament written on the spool, what temperature are you printing at, and how much retraction do you have set ?
Stringing is heavily dependent on the extruder temperature, filament type and retraction, and somewhat dependent on layer height. Part cooling fan speed has little if anything to do with preventing stringing in my experience.
Usually tuning the extruder temperature and extraction will help a lot. Here is an example of a tricky print I was doing which initially was suffering from pretty bad stringing:
This filament is a special high temperature multi-colour PLA with recommended temperature range of 215C to 235C - quite a bit higher than normal PLA filament.
This initial print attempt used 0.1mm layers, 20% grid infill, 225C extruder temp, 60C bed, 80mm/s print speed, 0.5mm retraction and 100% part fan speed - and came out pretty bad as you can see.
Another issue it was having was the printhead was catching on the jutting angles sometimes. Not enough to knock the print from the base but worrying. I ended up stopping the print due to the stringing.
An article I read suggested “overcooling” when printing fine stems like this can cause warping of the tips of the stems such that the extruder will hit them. It recommended turning the fan off or setting it very low.
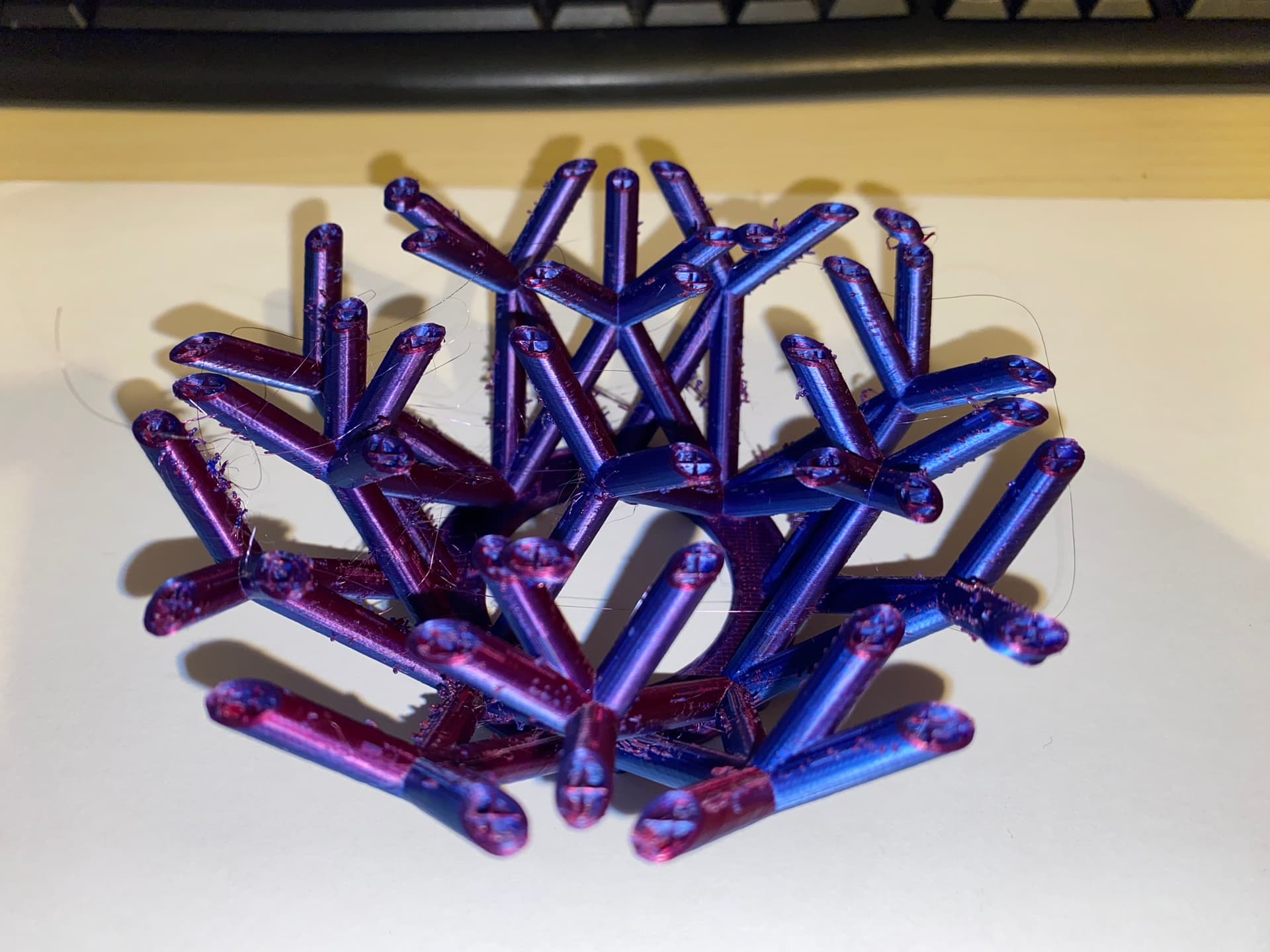
I made a number of changes - my second attempt used 0.2mm layers, (mainly because 0.1mm was taking too long) 0% infill (unnecessary when the entire print is just slanting tubes) I kept the first layer at 225C but printed the remaining layers at only 215C, I increased retraction from 0.5mm to 1mm, and reduced the part fan speed from 100% to 20%. This was the result, almost perfect until a power cut put an end to the print job soon before completion:
There was no catching of the extruder nozzle against the tips of the printed tubes this time - I think this was a combination of reducing the part cooling fan to 20% to reduce warping of the tips as recommended in the article I read, and increasing the layer height to 0.2mm. (Putting the extruder 0.2mm away each time it starts a new layer instead of 0.1mm)
Stringing is caused by uncontrollable oozing of filament - which happens at higher temperatures. If the extruder is too hot filament will ooze out even though the extruder tries to retract the filament, so a fine string of filament oozes out as the print head travels through mid air.
Depending on what filament you’re using and what temperature you’re using I would start by dropping the extruder temp by 5C, and possibly by 10C if that’s still within the recommended range for the filament.
If you have to drop it quite a bit it can be beneficial to print the first layer at a higher temperature for good bed adhesion and the remaining layers at the lower temperature to minimise stringing, otherwise you might get poor adhesion of the first layer resulting in the model knocking off the bed during the print.
In Cura this is “Printing Temperature Initial Layer”. In this example I set the initial layer to 225C, (the middle of the recommended range for this filament) and “Printing Temperature” for the other layers to 215C - the minimum recommended for this filament.
Keep in mind printing at a lower temperature reduces layer adhesion and makes a weaker part. If it’s decorative it doesn’t matter but if you’re making something structural a higher print temperature makes a stronger part, so there is a trade off between stringing and strength.
I also increased retraction from 0.5mm to 1mm. 0.5mm is the default and seems OK for many prints, but I found a big improvement by going to 1mm. Sovol don’t recommend using more than 1mm - I haven’t tried more than this.
One thing I’ve learnt is different brands and colours of filament have different optimal temperatures to give good bed adhesion and minimise stringing, don’t just assume that what works for one PLA works for another! The recommended temperature range on the spool is a good and then tune by then. Take notes when you find settings combination that works well for a specific filament.
Note: everything I’ve said above applies to PLA. I have a roll of PETG as well but I’m still very much a learner with that material and am not getting great results yet. The trade off between layer strength and stringing seems to be much more difficult with PETG - I haven’t been able to print anything in PETG that doesn’t have some degree of stringing, and isn’t also weaker than the same print in PLA so I’m still working to understand what I’m doing wrong there…
Edit: Forgot to add that moisture absorbed into the filament during storage can cause stringy prints that are hard to fix - I try to keep mine stored in an air tight container when not used.