Hi Peter,
Are you still having problems ? I see a lot of suggestions further down the thread but I’m going to go back to your original post.
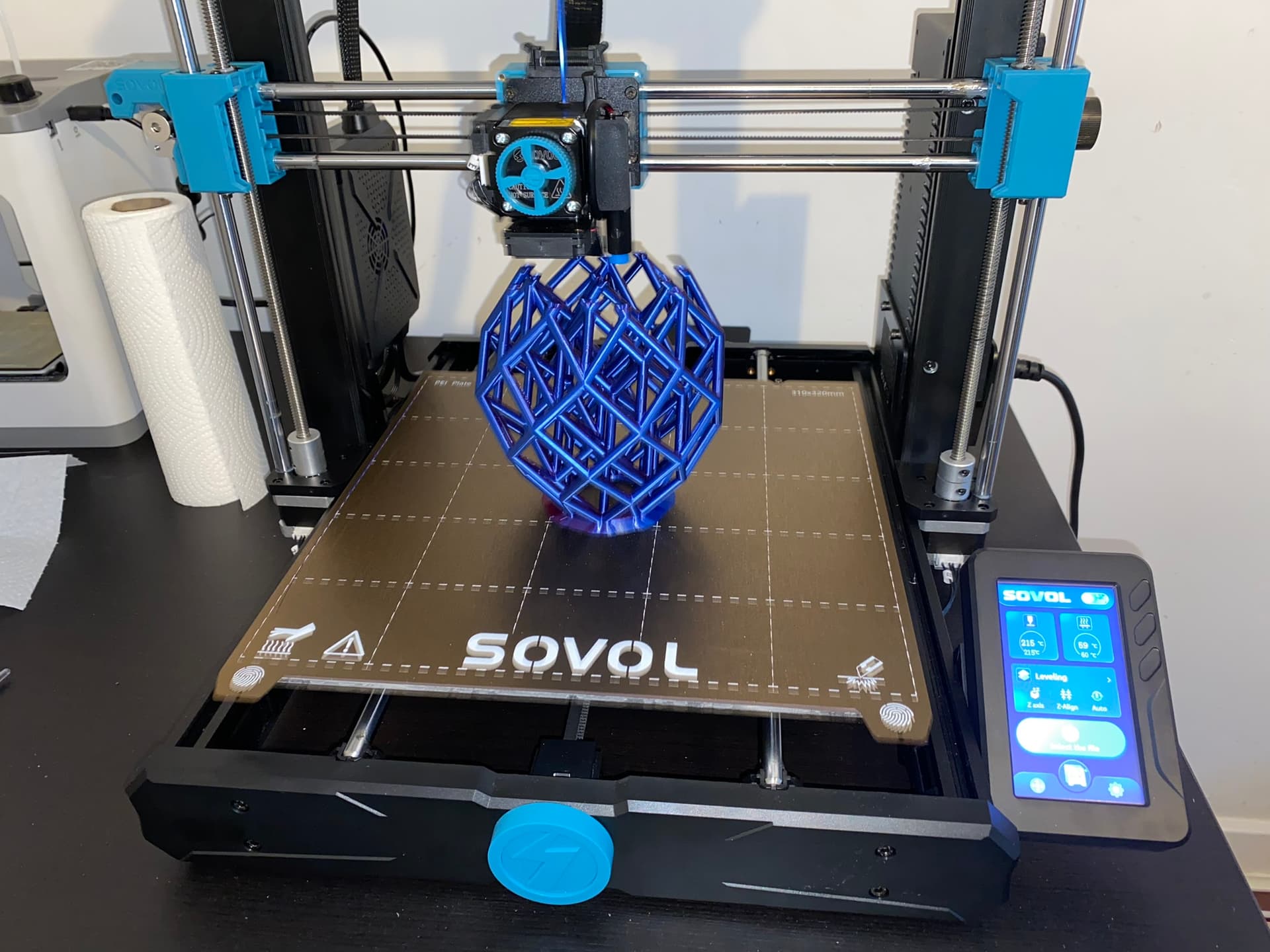
- Your video with the noise - the noise is not a fault, it’s because you are trying to print outside the printable area - this is the Y axis (bed movement) hitting the limit stop. I can clearly see a horizontal filament line laid down beyond the dotted line at the top - this is just outside of the 300x300 printable area - when the noise is happening it’s probably trying to go even further outside the printable area on the Y axis. The outermost dotted lines on the bed sheet line up with the maximum printable area.
What slicer software are you using ? Double check your printer definition has x/y limits of 300x300 and z limits of 340, and make sure the job you’re trying to print isn’t exceeding those dimensions.
- The print that breaks free of the raft - I can clearly see warping of the print above the raft which will cause the bond between the print job and raft to be too weak. A slight knock by the extruder is all it will take for it to detach.
If you’re using Cura, check the parameter “raft air gap”, the default is 0.3mm. You’ll probably need to enable settings visibility to see it.
This controls how closely the layer above the raft is printed. If this value is too small you will not be able to break the model away from the raft after printing - it will be too firmly attached, if it’s too high the bond will be too weak and it will break away too easily, as you see here. Try reducing this figure by up to 0.1mm or so from what it’s set to now. By adjusting this figure in 0.05mm increments you should be able to find a sweet spot where it doesn’t break during printing but snaps cleanly away afterwards.
Another thing that could cause this is printing at too low an extruder temperature. Even 5 or 10 degrees too low will cause a poor bond both between the bed and the model (if you don’t use a raft) or between the raft and the model, especially if you have fan speed set to 100%.
Double check the recommended temperature of the specific filament you’re using (check the label on the spool) and bump it up 5C and try again and then 10C higher to see if it helps, as the correct temperature varies a lot between filaments even among PLA.
I find plain white PLA prints OK at 195C but most of the coloured filaments I have won’t bond to the bed properly at 195C causing failed prints - about 205C seems to work nicely here, any higher and I get stringing instead. I have some dual coloured PLA filament whose spool says 215-235C and this indeed will not bond properly below 215C, so on this I print the first layer at 225C to get a really strong bond to the bed and remaining layers at 215C to minimise stringing. (you can set these temperatures separately in Cura)
Something I would suggest is you really don’t need to use rafts with a PEI bed and it can be counter productive as well as slow and wasteful of time and filament - if the bottom of the model has a decently large flat area and doesn’t have too many small “feet” simply set build plate adhesion to None and print directly to the bed. This should be fine for the rectangular piece you’re printing in your video even though it’s quite narrow, and it usually gives a smoother (albeit still textured) finish than printing on a raft.
I print 90% of my print jobs with no bed adhesion mode straight onto the bed, and occasionally use a brim if the area of the bottom is quite small compared to the height of the print. Apart from experimentation I have never felt a need to use a raft on this printer.
Tune your settings (bed temperature, extruder temperature, z-axis calibration) until it sticks to the bed well.
I have a test file I made for this to optimise bed adhesion for different filaments - it’s a small flat octagon 1mm thick that takes about 10 minutes to print:
Flat Octagon v1.stl (1.4 KB)
Print it at 0.2mm layer height, build plate adhesion none, at your proposed speed and temperatures and watch as the first layer goes down - if everything is correct the first layer will be flat and uniform. If you see bubbling up it’s likely either the extruder temperature is a bit low for the filament or the z-axis calibration has the extruder too high off the bed.
The final octagon disc should be very smooth and uniform on both sides with just a slight texture on the bottom side. If you bend it it should be quite tough and be able to bend to 90 degrees without breaking and without layers delaminating - which would cause a cracking sound from inside the piece. Delamination when bending would usually be caused by too low an extruder temperature. (Especially with PETG)
Z-axis calibration is super critical for good bed adhesion - it needs to be about +/- 0.1mm for optimal results. If you haven’t done it in a while, do the “Z axis” alignment first - the one where it bumps the stops at the top, then do the 16 point alignment second.
Finally, do the z-axis offset adjustment with a piece of paper so that it just lightly drags on the extruder tip. I recommend doing this with no filament in the extruder so it doesn’t ooze a point of filament on the tip. Be careful not to drive the extruder into the bed surface. Plus is up, Minus is down.
After doing the Z axis calibration re-print the Flat Octagon and check to see how well the first layer adheres to the bed.
Two final suggestions for poor adhesion - one, make sure the bed is clean. After enough handling to get prints off finger oil will build up on the bed - it’s completely invisible but prevents the print from bonding properly even when everything else is dialled in perfectly.
If you see warping at the edge of a large flat print it’s probably due to finger oils on the bed, and that has always been the case with me when I can’t get it to bond well to the bed. I clean it with about half a teaspoon of Isopropanol with a kitchen paper towel - it just takes a few seconds.
Clean it when the bed is cold and give it a few minutes to fully evaporate. I’ve had a job completely fail to bond properly, cleaned it like this, printed the job again with identical settings and had it stick firmly after cleaning.
Finally - I assume you’re heating the bed to 60C ? While PLA doesn’t require a heated bed (my other 3D printer doesn’t even have a bed heater, but it uses masking tape not PEI for the surface) a PEI bed relies on the heat to make the print job stick well.
While you CAN print PLA to a cold PEI bed I don’t recommend it, the adhesion will be relatively poor. Always heat the bed even for PLA - for PLA use 60C, for PETG use 80C.
60C is the glass transition temperature for PLA - when the bed is at 60C the first layer remains slightly tacky and sticky, bonding very strongly to the bed. As long as the bed remains hot it will remain firmly stuck.
After the print has finished and the bed cools down the bottom layer of the PLA will fully solidify and no longer be tacky, also the steel sheet on the PEI bed will shrink, this differential shrinkage breaks the bond between the bed and the print.
I find print jobs printed directly to the bed without a raft stick REALLY well at 60C - I’ve never had one detach that wasn’t due to either finger oil on the bed, a Z-axis calibration error or using the wrong extruder temperature for a given filament.
Once the bed cools the job literally falls off and can be picked off without even bending the sheet. (If you wait long enough anyway) I take the flexible sheet off and sit it on a cardboard box for a few minutes to let it cool down, then the print job comes off easily without much force.
Another reason to heat the bed even for PLA is it reduces/eliminates warping at the bottom of large flat surfaces.
Hope this helps.