Goal is to shorten the heat block 0.5mm by removing material from the top surface. The M6x1 thread allows use of the heat break as a “micrometer” as we know when the bottom of the notch aligns with the top of the block after screwing in 180° further is 0.5mm. Flatness and Parallelism are not super critical. The assembled position of the heat block is controlled by the existing thread. Accidental rounding of the heat block may reduce heat transfer to the extruder body and IMPROVE heatbreak performance.
Completely disassemble your hot end until your heat block is bare.
Temporally screw in the heat break and align bottom of notch with the top of the block. Use a sharpie to draw a line the length of the barrel of the heat break and onto the SIDE of the heat block.
Remove the heatbreak and mill/sand/file/grind the top of the heat block. Periodically reinstall the heat block and check if alignment occurs at 180°.
Put everything back together.
Adjust Z offset. Stock Sovol nozzles should still work fine (with an additional half a thread exposed) and end up with a Z offset unchanged. K1 and volcano nozzles will now seat propperly but give you a Z offset half a mm lower.
The Ace part fan duct shouldn’t be an issue.
6+, 7, 7+ might need this. SV06 Duct 1mm less drop.3mf (119.8 KB)
Thanks for writing this up! Just to make sure I follow the logic, is the idea that screwing the heatbreak 0.5-1.0mm further in might lead to heat creep since less of the “neck” of the heatbreak would be in open air above the block, and so you want to shorten the heatblock instead?
One gotcha I can think of is that the heat block is nickel-plated copper, and the plating is quite thin. I’ve scratched it and exposed the copper a bit simply by holding it with pliers while changing nozzles. (This heat block design is a bit tricky to get a good grip on with the heater and thermistor wires at 45 degrees angles to each other.) Taking 0.5mm off would effectively leave it uncoated on top. (No idea if that really matters, except for general concerns about dissimilar metals touching.)
I do want to try just screwing the heatbreak in further, but got stuck by the darn thread locker. Need to hear the thing up and try to get it free without breaking anything.
P.S. @sovol3d, I think this may be an opportunity to improve the printer design further. If you shortened the heatblock up just a little, nozzle compatibility would go up. And, while the ACE advertises volcano nozzle compatibility and it’s mostly true, a different hotend shroud airflow would probably help with cooling.
As far as I know the plating is for appearance. The base metal will tarnish and darken over time. I’ve seen un-plated copper heat blocks (MK8 type) for sale from respected vendors.
Dis similar metal contact should not be an issue at the top. It just occurred to me that the plating MIGHT slightly reduce the amount of energy leaving via infrared. The shiny INNER side of the plating would reflect a small % of the infrared back into the heat block.
The reason for removing material is to maintain the air gap between the heat block and the main body of the extruder*. A heavy coat of cheep aluminum paint might be worthwhile for both corrosion and radiation reduction. The pigment in aluminum paint is usually aluminum, next best thing to electroplating.
Some time back I put a V6 circle ceramic heater in place of a MK8 heater. I spent a week fighting mushroom filament below the feed rollers. Finally it occurred to me I had installed the heater about 1.5 mm too close to the extruder body. Lower the heater, no more mushrooms. I’m now diligent to maintain that air gap.
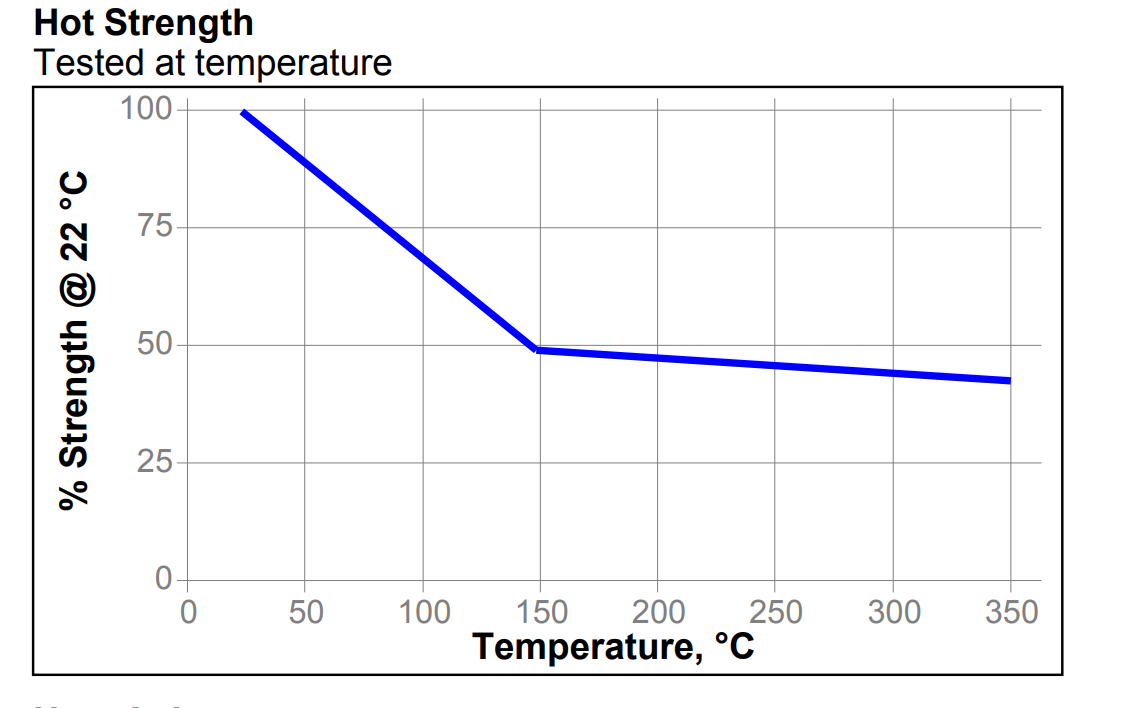
I put links to data sheets for 2 loctite brand thread locker products. There are other manufacturers so Sovol could use a different product. For the 2620 (red) the temperature VS strength curve hit knee at 150 °C.
Thanks. I tried heating it with a heat gun, but the heatbreak still won’t budge. I may have been overly cautious with the heat level, though. I suppose the other option is to just hook it up to the printer for the process (dangling free) and use the heater cartridge to get and keep it hot, similar to a nozzle change…
Are the “brass nozzle kits” still unobtanium in the US? But that might not be an issue where you are at.
Wrenching on a heatbreak is nerve wracking when you have a spare laying on the bench. Twisting on one that can’t be replaced for a LONG time is worse.
BTW the ACE heatbreak is also proprietary. One of the creality ones is quite similar except the top end is 7.0mm not 6.7mm. The hole in the extruder body is still 7.0mm but for the load cell to function there has to be a tiny bit of wiggle room. In a pinch I’d get one and put it in my lathe (AKA cordless hand drill) and using a sharp cutter (AKA 80 grit emery cloth) and cut (sand) it down to 6.7mm
Do I understand this correctly? The heating block should be shortened by 0.5 mm. Then the shorter thread of the K1 nozzle could easily be screwed onto the heatbreak and sealed cleanly. Is that the goal? Sounds feasible at first. I don’t think the missing nickel coating is a major problem. It primarily prevents filament residue from adhering strongly to the heating block. However, due to the nozzle shape and the silicone bushing, no filament can reach this area. The heater and thermistor are unaffected. On the ACE model, the contact surface is round and can be rotated in any direction. This allows the cables to be easily aligned. We would have to test how this works with the original nozzle. It could be a solution for the K1 nozzle and significantly expand the nozzle selection.
AND maintain the airspace between the heater and the rest of the toolhead.
I keep toying with the idea of cutting the flat section out of a MK8 sock and putting it on top of the heat block. A cool extruder = no soft filament before it gets into the throat.
Not sure about the availability these days. I ordered and received a number of spare parts from Sovol before some of the recent developments about shipping into the US set in. (Trying to stay polite and on-topic, regardless of my personal feelings about dumb US actions here…)
But yeah, I will probably give up on this quest for a little while, because even though i do have an extra hotend assembly, I’d prefer not to break it while future spare parts availability is uncertain. I may come back to it later though, because yes, a broader nozzle selection would be quite good. (The Sovol brass ones are fine for most use, but I’d like to have a broader range of options for abrasion-resistant ones.)
These uncertainties in the US will subside. It was no different eight years ago. It just takes time. In the meantime, it’s a bit uncomfortable for consumers. They’ll have to pick up the pieces. I’m keeping my fingers crossed for you.
I’m trying to get a AliExpress vendor to have their factory make some “upgrade” heat breaks for the Ace twins. Longer threads on titanium end allows K1 and volcano nozzles to work with unmodified heat block.
Drawing doesn’t show it but they would Bi-metal (bronze/titanium)
They haven’t come back with a minimum quantity or price yet. If you’d like to pre-pre order at 8USD each send me a PM. 2 or 3 would sneak thru in a “letter” for about $.75 in postage
@sovol3d this an attempt to share the cost of a minimum order quantity. Items will be distributed at cost. I will NOT attempt to use this forum to establish a retail “shop”. Contact me if you’d like to put these in YOUR store and I’ll withdraw this offer.
One could ream their extruder to 7.3mm and use the readily available heat break for an Ender with the 7.0mm OD. The one piece heat block and heat break from the 1st generation K1 look promising too, if your willing to go back to MK8 nozzles (like the zero uses).