Hi there, have had an SV06+ for about 6 months. Most prints fail. All prints have a uniform defect that starts about 1/2" off the bed and get very bad at 3/4" but sometimes will continue printing after this and the prints are okay. They’re structurally compromised though.
Steps I’ve taken to fix:
Levelled the bed
Properly set Z-offset
Cleaned and lubed the axes’ guide rods and screws
Cleaned the bed
Used different filaments (eSun PLA+, Polymaker PLA matte, Polymaker PLA Pro)
Replaced the nozzle
Used an enclosure
Inspected guide rods and screws for defects or blockages
Used different .gcode files for the same print
Checked the belts to make sure they were snug but not too tight
Probably more but I’ve done so much to try to get this thing to work.
I spend more time troubleshooting this printer than printing or designing things, I’m about to throw in the towel and return it. Its so frustrating, especially as someone who solves problems like this for a living.
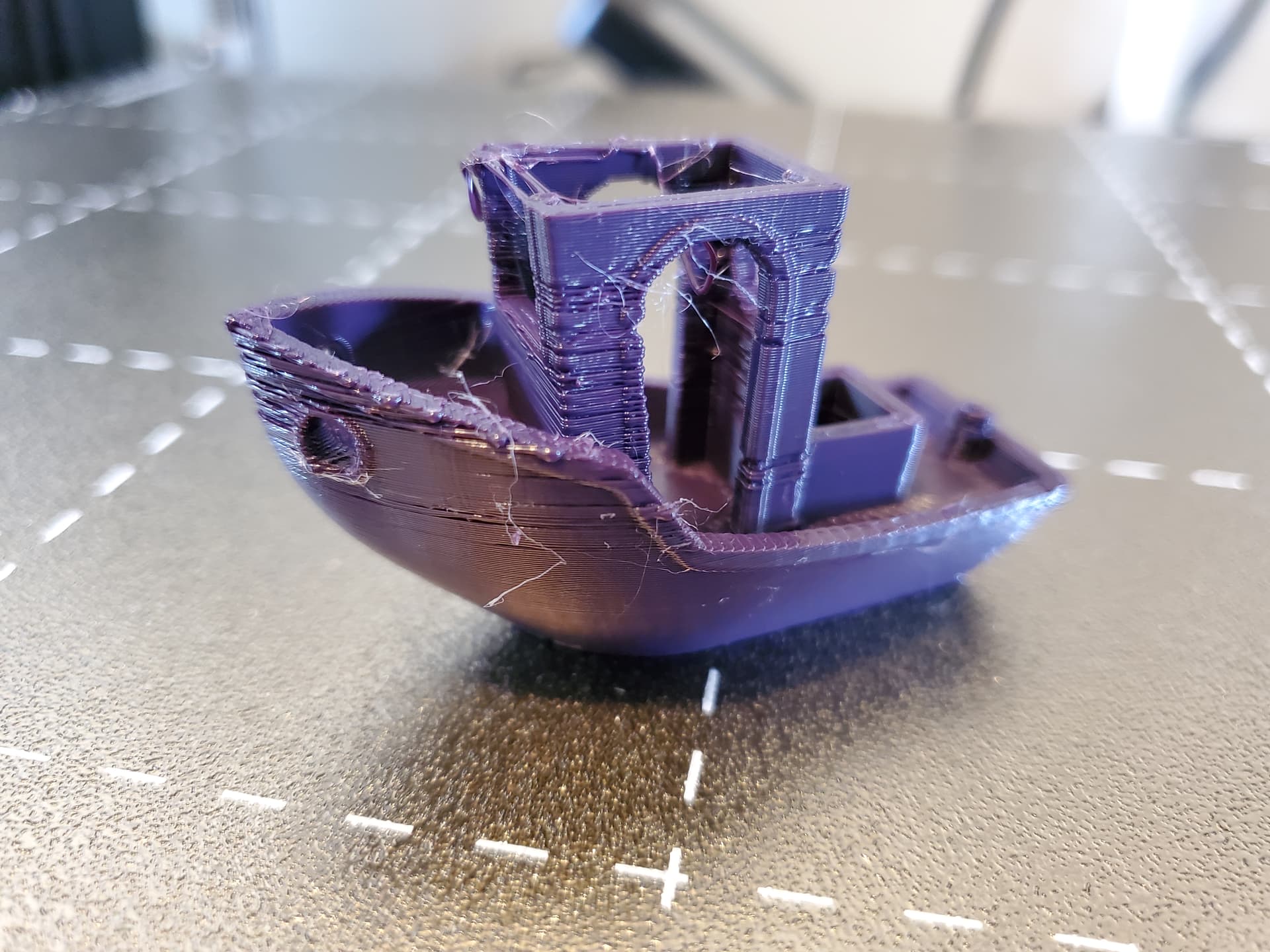
Ive attached the most recent print - a Benchy that failed near the end. You’ll see the issues I refer to.
I dont want to get rid of this printer because I really like it! But i also need a printer that actually you know, prints.
!
I should also mention that the print nozzle scrapes the print a lot of the time. Enabling Z hop didnt help and caused stringing so I disabled it. This would knock the print from the bed so I slowed my prints down to 40-70mm/s and it still happens.
PLA: 210*
PLA+, PRO or SILK: 215*
Marble/Glitter PLA: 215*
PETG: 235*
I would load some filament, purge 100mm at 220* …do this 2 times to try & remove any blockage.
(you can also use Cleaning Filament at 260* if you have any)
Then try to print again with your normal settings, only changing the hotend temp to match what I posted above.
Will do, thank you. Im printing another Benchy to see if the problem was mechanical (z binding, z wobble) so when its done I’ll do as you suggested and give an update.

{kind=link}